Among the benefits of this research has been the ability to calculate the life of a bearing with considerable accuracy, allowing the bearing life to be matched with the service life of the machine involved. Unfortunately, it is not uncommon for a bearing to fail to reach its calculated rating life.
There could be a number of causes for this, including heavier loading than anticipated, insufficient or inappropriate lubrication, careless handling, ineffective sealing, or fits that are too tight, resulting in insufficient internal bearing clearance. Each of these factors causes its own type of damage and leaves its own imprint on the bearing.
As a result, by examining a damaged bearing, it is possible to form an opinion on the cause of the damage and take the necessary action to prevent a recurrence in the majority of cases.
How is bearing life defined?
A rolling bearing, in general, cannot rotate indefinitely. Material fatigue will occur sooner or later unless operating conditions are ideal and the fatigue load limit is not reached. The time it takes for the first signs of fatigue to appear is proportional to the number of revolutions made by the bearing and the magnitude of the load. Fatigue is caused by shear stresses that appear cyclically immediately beneath the load carrying surface.
After a while, these stresses cause cracks to form that gradually extend to the surface. As the rolling elements pass over the cracks, material fragments break away, which is known as flaking or spalling. The flaking grows in size and eventually renders the bearing unserviceable.
The number of revolutions a rolling bearing can perform before incipient flaking occurs is defined as its life. This is not to say that the bearing cannot be used after that point. Flaking is a relatively long and drawn-out process that manifests itself in the bearing by increasing noise and vibration levels.
As a result, there is usually plenty of time to prepare for a change of bearing.
Path patterns and their interpretation
When a rolling bearing rotates under load, the contacting surfaces of the rolling elements and the raceways usually appear dull. This is not a sign of wear in the traditional sense, and it has no bearing life implications. For the purposes of this paper, the path pattern is formed by the dull surface of an inner or outer ring raceway. The appearance of this pattern varies depending on the rotational and loading conditions.
Examining the path patterns in a dismantled bearing that has been in service can provide a good indication of the conditions under which the bearing has operated. Learning to distinguish between normal and abnormal path patterns increases the likelihood of correctly assessing whether the bearing has run under the proper conditions.
The figures in the following series depict normal path patterns under various rotational and loading conditions, as well as typical patterns resulting from abnormal working conditions.
The majority of bearing damage occurs within the confines of the path patterns, and once their significance is understood, the appearance and location of the patterns serve as useful aids in diagnosing the cause of the damage. Deep groove ball bearings and thrust ball bearings have been used as examples because they have such distinct path patterns.
However, the figures are also applicable to other types of bearings, with some modifications.
Uni-directional radial load
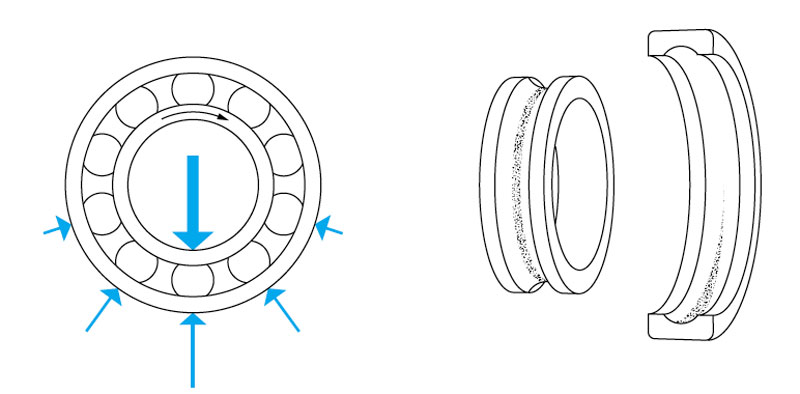
Inner ring rotates – outer ring is fixed. Inner ring: a path pattern that is uniform in width, located in the center of the raceway, and extends around the entire circumference of the raceway. Outer ring: path pattern is broadest in the load direction and narrows towards the ends. The pattern extends around slightly less than half the circumference of the raceway with normal fits and normal internal clearance.
Maximize the efficiency of your business.
Sourcing the highest-quality products at competitive prices from around the world.
![]()
Daniel Szwed - Marketing Manager